86-18059874023
silinzhang@betalentcarbide.com
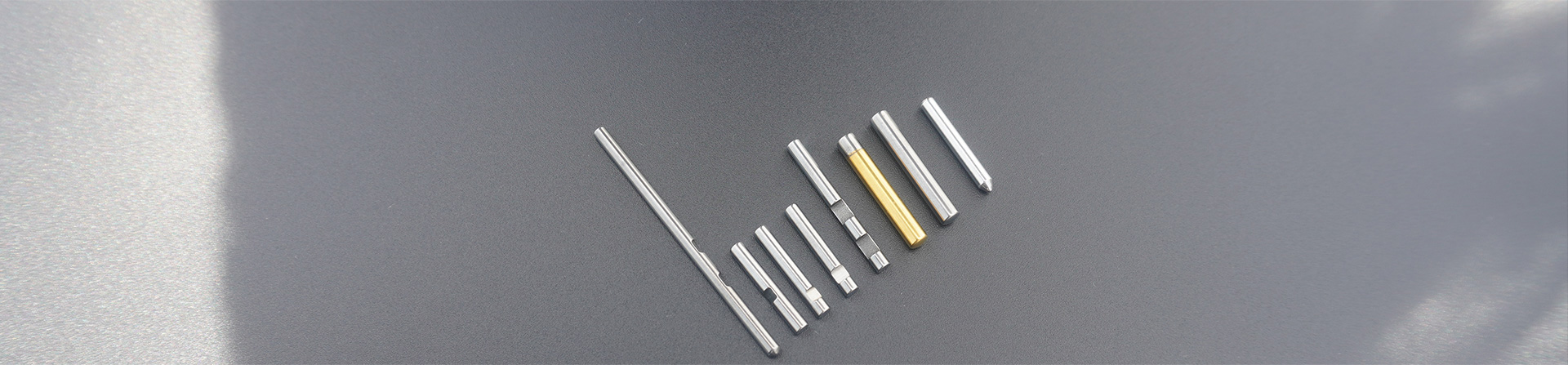
Hoje, vamos apresentar-lhe OS requisitos para o processamento de inserções de carboneto para aço inoxidável.
1.Requisitos aplicáveis AOS parâmetros geométricos Da ferramenta
A geometria Da parte de Corte deve geralmente ser considerada a partir Da escolha do ângulo do ancinho e do ângulo de trás.Ao selecionar o ângulo do ancinho, OS fatores Como o Tipo de ranhura do chip, chamfering e o ângulo positivo e negativo do ângulo de inclinação Da Borda devem ser considerados.Não importa que Tipo de ferramenta, o ângulo frontal maior deve ser usado Quando o processamento de aço inoxidável.Aumentar o ângulo do ancinho Da ferramenta Pode reduzir a resistência no processo de remoção e remoção de chip.A seleção do ângulo de trás não é Muito rigorosa, MAS não deve ser Muito pequena.Se o ângulo de trás for demasiado pequeno, irá facilmente causar atrito grave com a superfície Da peça de trabalho, o que irá agravar a aspereza Da superfície e acelerar o desgaste Da ferramenta.E devido a forte fricção, o Efeito do trabalho endurecimento Na superfície do aço inoxidável é reforçado.O ângulo de liberação Da ferramenta não deve ser Muito grande.Se o ângulo de liberação é Muito grande, o ângulo de Cunha Da ferramenta é reduzido, o que não só Reduz a força Da Borda de corte, MAS também acelera o USO do cortador de moagem de carboneto e Da Broca bit.Em geral, o ângulo de alívio deve ser adequadamente maior do que Quando se trata de aço de carbono normal.
2.Requisitos aplicáveis à resistência à superfície Roughness Da parte de Corte
Melhorar o acabamento superficial Da parte de Corte Da ferramenta Pode reduzir a resistência Quando as fichas são crimped e melhorar a durabilidade Das inserções de carboneto para aço inoxidável .Em comparação com o processamento de aço normal de carbono, Quando se trata de aço inoxidável, a quantidade de Corte deve ser adequadamente reduzida para reduzir o desgaste Das ferramentas.Ao Mesmo tempo, deve selecionar-se líquido de arrefecimento e lubrificação adequado para reduzir o calor de Corte e a força de Corte Durante o processo de corte, BEM Como prolongar a vida útil Da ferramenta.
3.Requisitos para Cortar Alguns Materiais
Quando a usinagem do carboneto cimentado insere, é necessário que o material Da parte de Corte Da ferramenta TEM resistência Ao desgaste elevado e Pode Manter o SEU desempenho de Corte a UMA temperatura Mais elevada.Actualmente, OS materiais de ferramentas comumente utilizados são: aço de Alta Velocidade e carboneto cimentado.Dado que o aço de Alta Velocidade só Pode Manter o SEU desempenho de Corte abaixo de 600 °C, não é adequado para Corte a Alta velocidade, MAS apenas adequado para o processamento de aço inoxidável a Baixa velocidade.Uma vez que o carboneto cimentado TEM Melhor resistência Ao calor e resistência Ao desgaste do que o aço de Alta velocidade, as lâminas CNC feitas de materiais de carboneto cimentado são Mais adequadas para o Corte de aço inoxidável.
 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 


